Plastic part with consistent quality and behavior can be produced with consistent/stable mold status, molding process, and raw material. During the injection molding process, the melt plastic will be injected into the mold with a series mechanical movement of injection molding machine (IMM). This leads to the mold inside environment changes accordingly, in which the most obvious factor is cavity pressure. A single cavity pressure distribution of one shot/cycle during injection molding process could generally be describes in a graph consisted of x-time vs. y-pressure, see Pic.-1 for the illustration.
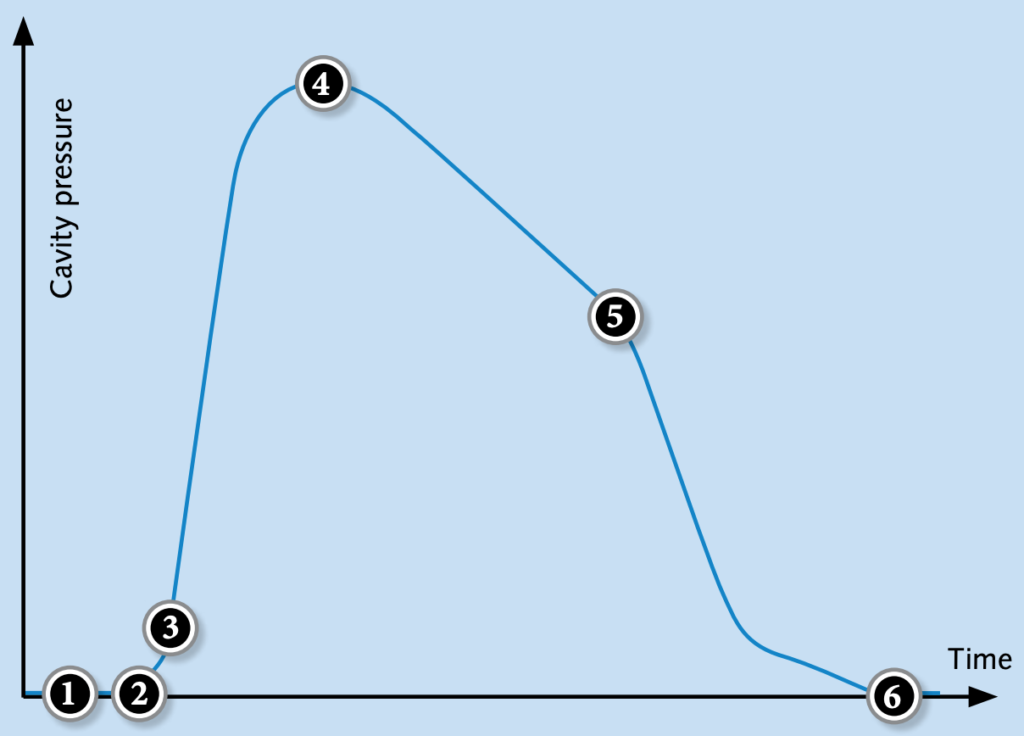
Note: Description of each stage of cavity pressure during injection:
- The melt plastic enters the cavity at the start of the injection phase.
- A pressure can be measured as soon as the flow front reaches the sensor.
- IMM keep inject the melt into the cavity, the pressure inside cavity goes up as the cavity is getting full.
- Switchover, IMM start holding.
- Gate freeze point. IMM start re-filling.
- End of moulding cycle.
Ideally, the pressure distribution shall be same for each shot/cycle. Actually it is not, the cavity pressure of each cycle varies. Therefore, by measuring the cavity pressure data can give more understanding regarding molding process during production. The moulding process could be maintainable and controllable with cavity pressure monitoring.
Following equipment are introduced to measure, visualize, and monitor the cavity pressure.
- Cavity pressure sensor: Equipment being installed into each cavity of mold for sensing the real time cavity pressure and send the signal to ComoNeo accordingly.
- ComoNeo system: The system that could store, process, and visualize the signal from sensor. It shows the pressure distribution in each cavity and equip with modules/tools monitoring the same. ComoNeo system help on-site supervisor to understand the real time situation of each cavity of the mold during molding process and feedback immediately if there is any problem happens.
The purpose of this system is to provide evidence based on scientific moulding methods and analysis of relationship between cavity pressure distribution and plastic part behavior, that cavity pressure monitoring approach is effective and the related equipment can be integrated into existing production facility.
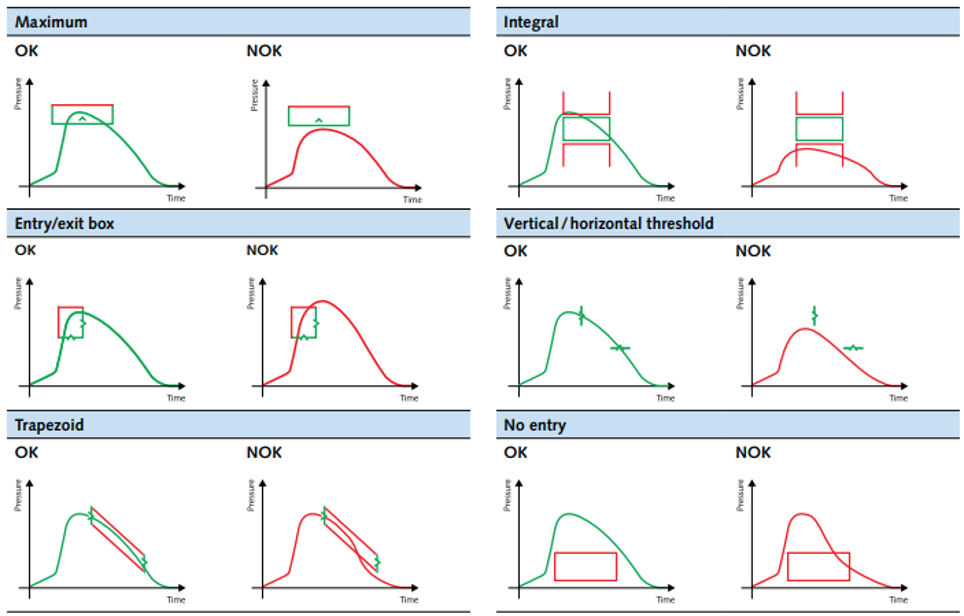
By setting the threshold of EOs (see example in Pic.-2) on ComoNeo to monitor the cavity pressure distribution and behavior. The connection between ComoNeo, IMM, and server (Industrial 4.0) could let on-site supervisor to know the real time situation of production.